Water Ring Vacuum Pump Working Principle Ppt

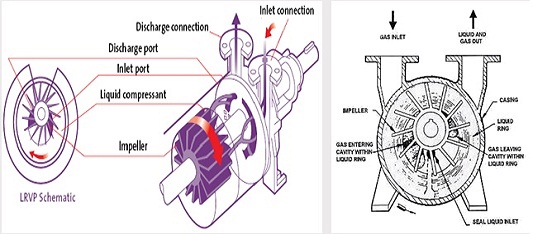
How Liquid Ring Vacuum Pump Works Enggcyclopedia
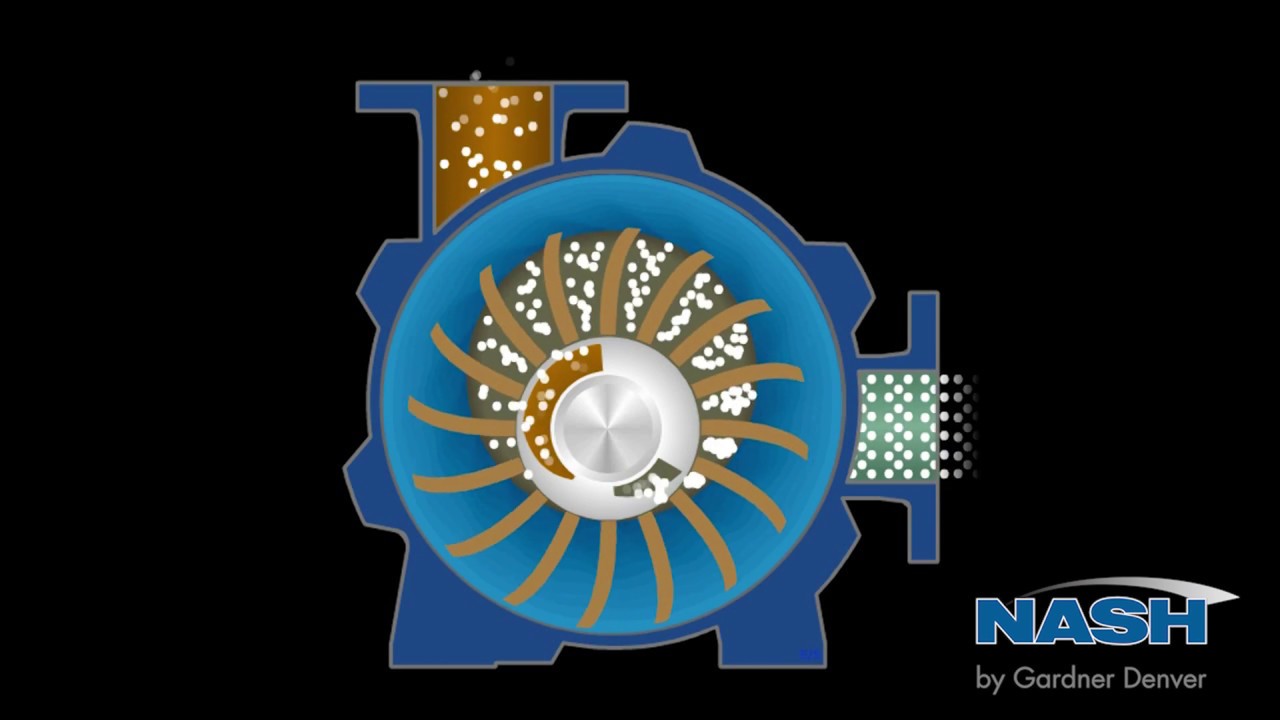
Nash Liquid Ring Vacuum Pump How It Works Youtube

Two Stage Liquid Ring Vacuum Pump Principles Of Operation Dekker Vacuum Technologies
Use Of Liquid Ring Vacuum Pump In Power Plant Industry
Liquid Ring Vacuum Pump Working Principle Pptx
An Introduction To Vacuum Pumps

Find out how the nash liquid ring vacuum pump w.
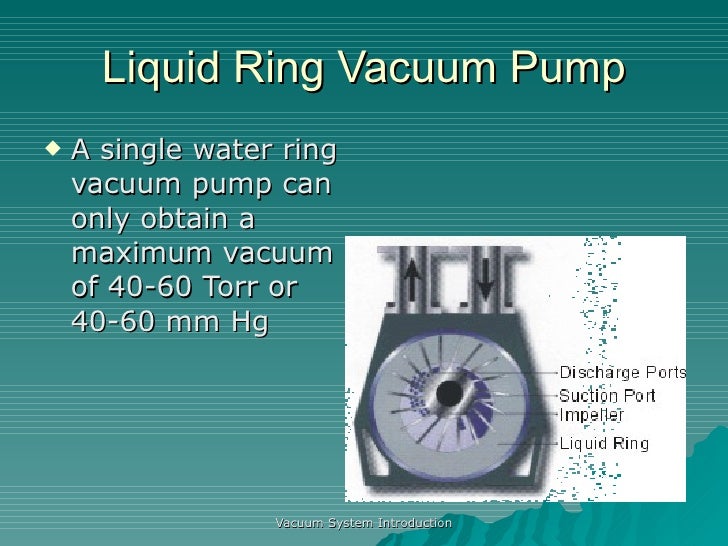
Water ring vacuum pump working principle ppt. With the benefits of liquid ring technology whilst saving water and saving energy you get a liquid ring module that works for you. Liquid ring pump can also be used as compressor it belongs to low pressure compressor. As the shaft turns a liquid ring is created by the centrifugal force generated by the rotating impeller. Easy maintenance longer pump life liquid ring vacuum pumps are robust in construction and have only one moving part the rotor which is mounted on a shaft supported by a set of bearings designed for a long service life of continuous operation.
The inlet valve is designed as a. This benefits the user with less wear and simpler affordable maintenance. The outlet valve is oil sealed. Liquid ring vacuum pump also called liquid ring vacuum pump for short is a kind of coarse vacuum pump which can obtain pressure.
To produce vacuum in a two stage liquid ring vacuum pump a multi blade impeller on a shaft is positioned eccentrically in a cylindrical housing that is partially filled with sealing liquid. We take the hassle out of selecting your vacuum system. They operate according to the positive displacement principle. Basically between the inlet and discharge ports you have a rotary equipped inner.
As shown in the diagram of the working principle of the liquid ring pump the liquid ring pump is. The components of a liquid ring vacuum pump. In these machines a liquid is made to act as a piston. A liquid ring pump is a rotating positive displacement pump.
They are typically used as a vacuum pump but can also be used as a gas compressor the function of a liquid ring pump is similar to a rotary vane pump with the difference being that the vanes are an integral part of the rotor and churn a rotating ring of liquid to form the compression chamber seal. Its pressure range is 1 2 x105pa gauge pressure under specific conditions. Liquid ring vacuum pumps have six basic parts and can also be augmented with numerous accessories. For more than 110 years nash liquid ring technology has provided reliable solutions for process applications.
The parts that comprise a liquid ring vacuum pump and perform its key functions are relatively simple. The pumping system consists of a housing 1 an eccentrically installed rotor 2 vanes that move radially under spring force 3 and the inlet andoutlet 4. Environmental pumps do not require an oil change filter oil pans. Through the centrifugal installation of impeller and pump chamber the purpose of suction compression and exhaust is achieved and the vacuum i e.
Intro To Vacuum Systems
Air Evacuation System And Lrpv Liquid Ring Vacuum Pump

Find Out How Liquid Ring Vacuum Pumps Work Nash

How To Select Water Ring Vacuum Pump Vacuum Pump Liquid Rubber Pumps

Vacuum Pump Working Principle Youtube

Find Out How Liquid Ring Vacuum Pumps Work Nash

Nash Liquid Ring Pump Youtube

2bv Water Ring Vacuum Pump Working Principle Linkedin Vacuum Pump Compressor Vacuums

Liquid Ring Pump Wikipedia

Tuthill Klrc Liquid Ring Vacuum Pumps Youtube

Vacuum Pumps Vacuum Pumps Principle Of Operation

Claw Dry Vacuum Pump Working Principle Vacuum Pump Pumps Vacuums
Https Www Tuthillvacuumblower Com Dam 357 Pdf
Vacuum Pump For Exhaust Compression Vacuum Pump Central Vacuum System Vacuums

Sihi Lph X Liquid Ring Vacuum Pumps Performance Through Design Youtube

Water Ring Vacuum Pump In Pneumatic Conveying System Vacuum Pump Vacuums Water Rings
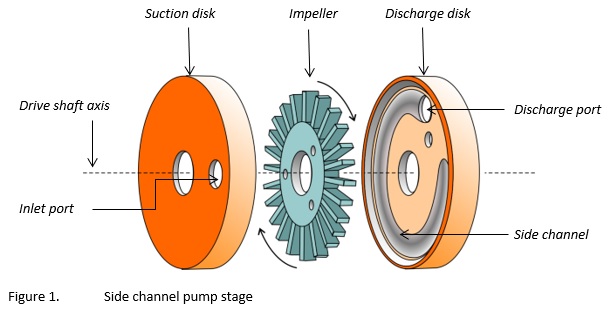
Useful Information On Side Channel Pumps

Rotary Vane Vacuum Pump Principles Of Operation Dekker Vacuum Technologies
Https Encrypted Tbn0 Gstatic Com Images Q Tbn 3aand9gcq0z9j1nxaycucreom3mpps0n Fzlqi Dprdn0p1mczw8ngge3y Usqp Cau

Nash Vacuum Pump O M Manual Noise Valve

The Operating Principle Of Liquid Vacuum Pumps And Compressors Electrical Projects Engineering Student Engineering

Kb 1176 Vacuum Pump Diagram Nash Vacuum Pump Schematic Wiring

Molecular Pump Vacuum Pump Pumps Vacuums

Water Ring Vacuum Pump System Vacuum Pump Thermal Power Plant Water Rings
Vacuum Pumps Vacuum Pumps Ppt
Water Ring Vacuum Pumps Twin Lobe Roots Blower Www Ppipumps Com
Vacuum Degassing Of Steel
Specific Application Of Various Vacuum Pumps

Liquid Ring Vacuum Pump Vacuum Pump Craft Beer Vacuums

17 Becker Vacuum Pumps Bomba Vacio Exportvacio Com Bombas De Vacio Becker Nº 1 Mexico Brasil Chile Argentina
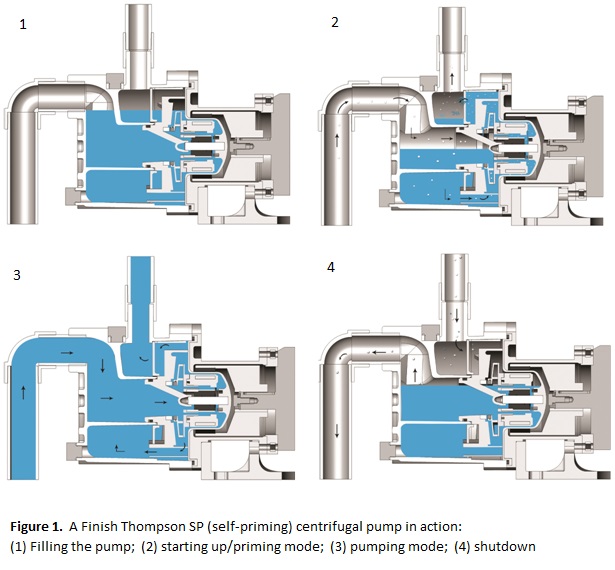
Useful Information On Self Priming Pumps

Sihi Lph X Liquid Ring Vacuum Pump Operation Modes Youtube

Application Of Water Ring Vacuum Pump Unit In Condenser Vacuum Vacuum Pump Pumps Vacuums
Chapter 3 Equipment Of Freeze Drying Ppt Download

Types Of Industrial Vacuum Pumps Knowledge Hub

Roots Blower Assembling Drawing

Vacuum Pump Package Data Sheet 20008 Mb 00104 Rev B29 Switch Pump

Edwards Es Pump Animation Youtube

Vacuum Pump Presentation Vacuum Pump

Phone Case Highlights Use Vacuum Pumps Vacuum Pump Vacuums Pumps

Oil Diffusion Pump Working Principle Vacuum Pump Pump Types Diffuser

2bv Series Liquid Ring Vacuum Pump Vacuum Pump Best Vacuum Vacuums

